以前紹介した「基板設計CAD(Altium Designer)で3D(STEP)データ作成!」で、
Altium Designerから3D(STEP)データの出力を紹介させて頂きました。
今回は、メカCAD(M-CAD)等から出力した3Dデータとの連携について紹介させて頂きます。
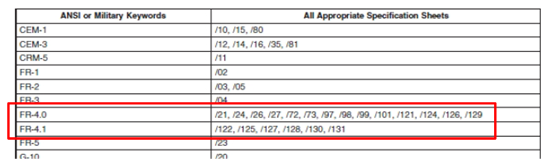
取込み可能な形式としては、
・Step File(*.Step,*.stp)
・Parasolid File(*.x_t,*.x_b)
・Solidworks Part File(*.sldprt)
となっています。
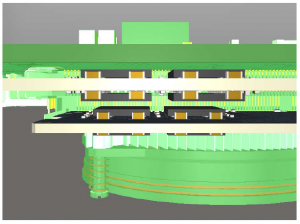
例として、2枚の基板の干渉チェックを行っている様子を・・・
(下側の基板が取込みを行ったStepデータになります)
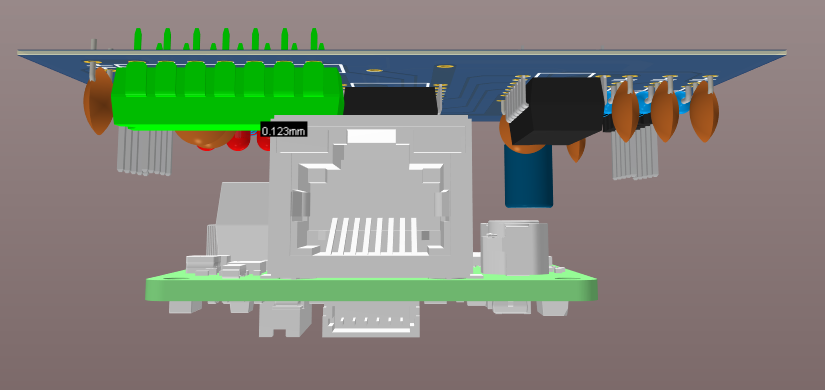
グリーンにハイライトされている部品が干渉している部品です。
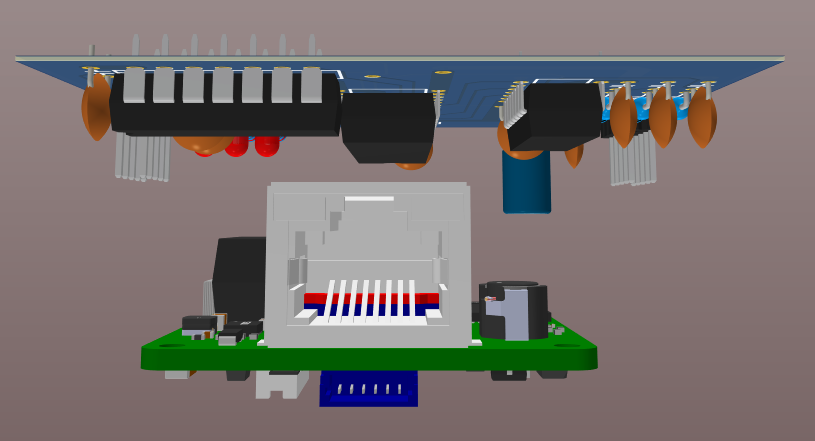
基板間の距離を調整し、エラーが無くなった状態です。
2つ目の例は、3枚の基板が重なる部分を参照した例です。
(Base基板に2枚のDIMM(Stepデータ)と、筐体データ(Stepデータ)を取り込みました)
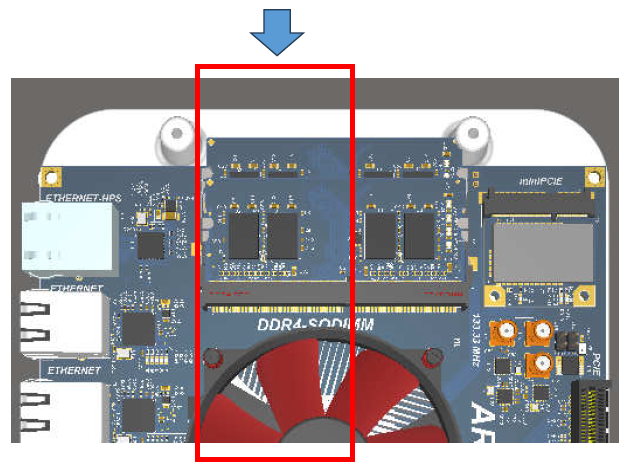
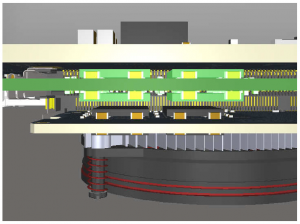
3枚の基板を各基板毎にハイライト
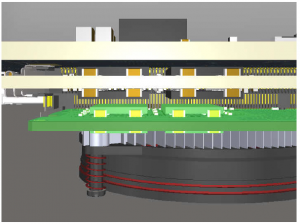
同じ基板で、基板と筐体データの確認を行った例です。
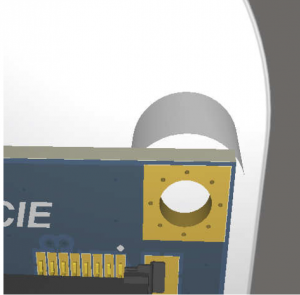
左図は筐体のリブと固定穴位置の確認、右図は筐体のリブとDIMMの干渉を確認しています。
(右図のリブ位置ではDIMMとの干渉が有った為、報告のうえ調整頂きました)
今回は基板対基板、基板対筐体を例に挙げましたが、コネクタと筐体・パネルの位置確認など、
取り込むデータにより様々な確認を実施できます。
どこを確認したいのか・・・と言った用途を絞り込んでの確認は、非常に有用となります。
筐体データや組み合わせ基板のデータをご支給頂くことで、設計中の基板の最適配置を
ご提案することが可能です。
ご興味ありましたら是非お問合せください。
@kitaoka